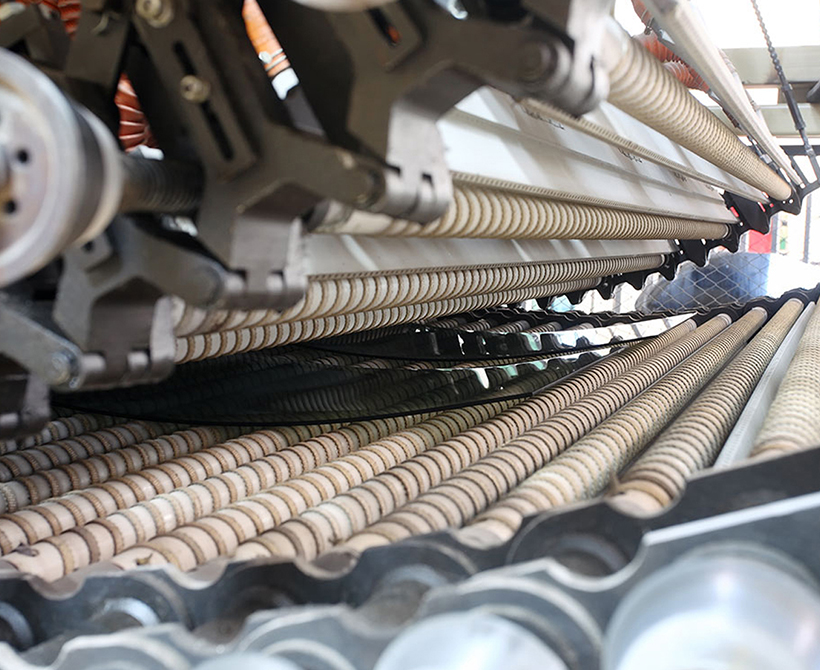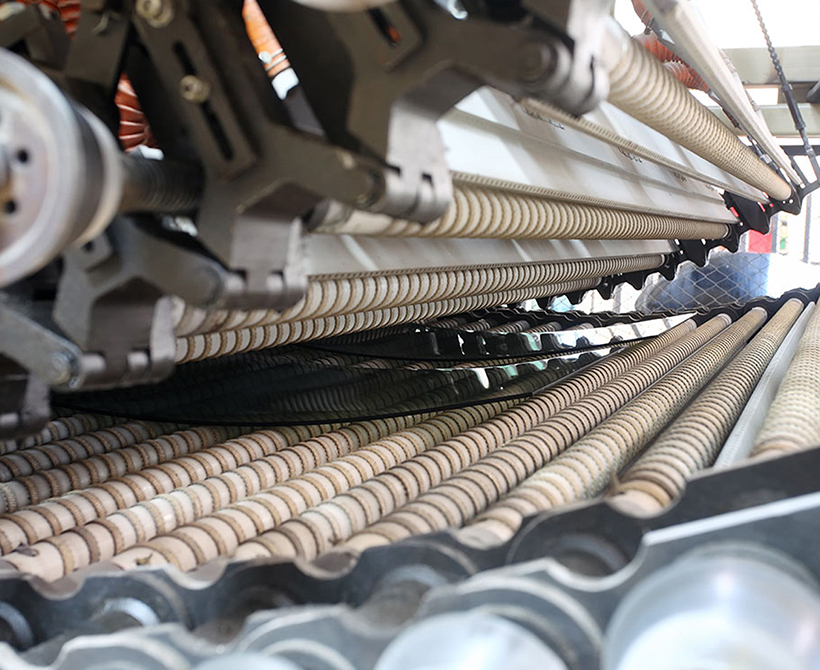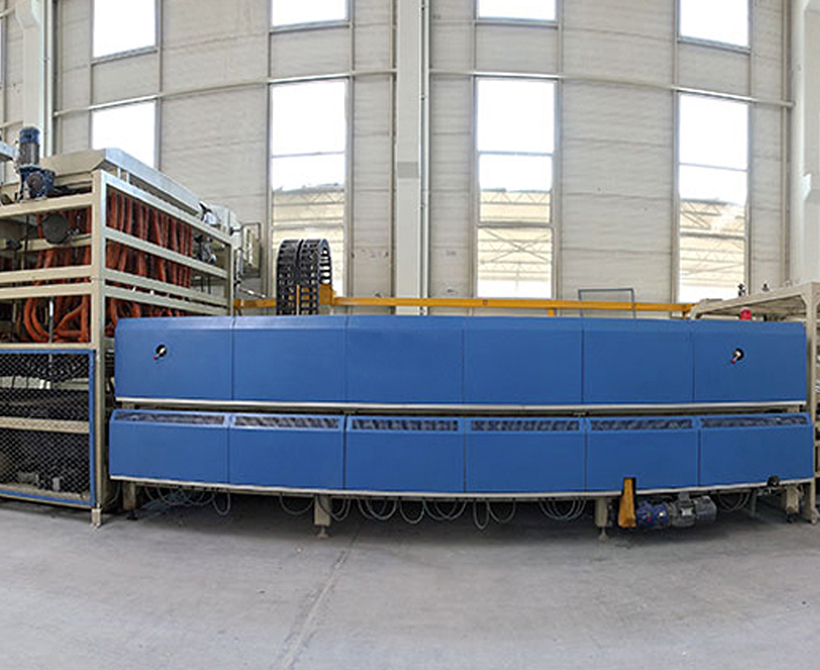
The tempering process consists of heating and cooling stages applied on a horizontal line to create compressive stress on the outer surfaces of the glass and indirect tensile stress in the core of the glass. Tempered glass is approximately five times stronger than untreated glass; when broken, it shatters into small granule-sized pieces, reducing the risk of injury and making it suitable for use as safety glass.
After the tempering process, cutting, drilling, edge processing, and surface processing cannot be performed on the glass (except sandblasting). Distortions such as “tempering marks,” “bow,” and “warp,” which are noticeable only under certain viewing angles and lighting conditions and remain within tolerance limits, are inevitable and unavoidable results of the heat treatment process.
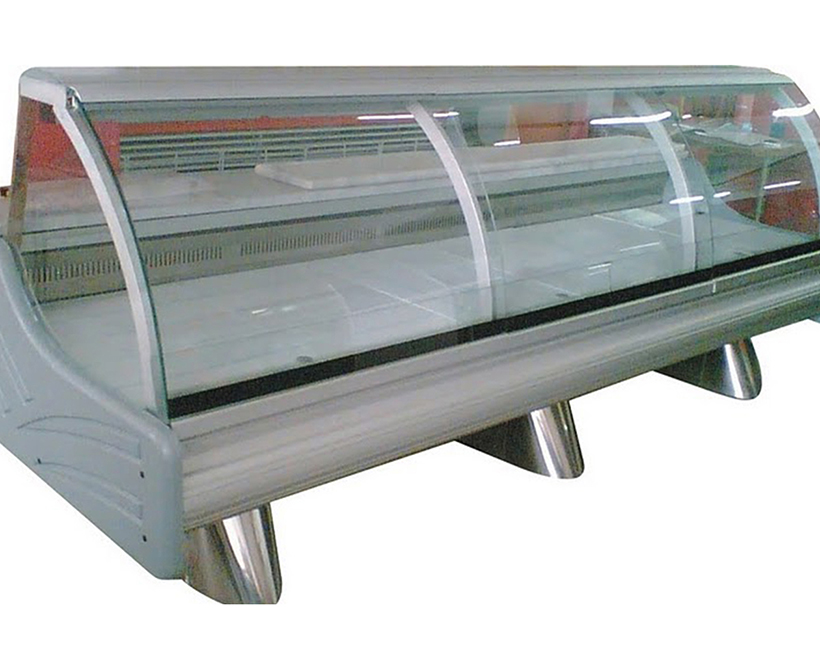
Marks minimized through the application of a sensitive heat regime during the tempering process are not considered defects on their own. Areas of use include façade glass, balustrade glass, glass doors, furniture glass, automotive glass, urban furniture, and industrial glass applications.
| Thickness (mm) | Maximum Size (mm) | Minimum Size (mm) |
|---|---|---|
| 4 | 2500 X 3660 | 500 X 500 |
| 5 | 2500 X 3660 | 500 X 500 |
| 6 | 2500 X 3660 | 500 X 500 |
| 8 | 2500 X 3660 | 500 X 500 |
| 12 | 7 m² | 500 X 500 |
| 15 | 5 m² | 500 X 500 |
| 19 | 5 m² | 500 X 500 |